


为了给您提供更的声测管注浆管安装产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:声测管注浆管安装的图文介绍
创新显活力、科技铸实力、雄厚的技术、先进的设施、配套的设备、科学的管理铸就了日升昌钢管声测管厂家(崇左分公司)的诚信、务实、、创新的敬业精神。始终秉承“产品有形、产品如人品;商道无形、商道如人道“的诚信的经营理念,铸就高质量的 57声测管,以持续的质量保证、服务周到的售后跟踪以满足 57声测管用户的需求。



为保证砼外观质量,外模采用定型钢模板,内模采用伞状支撑抽拉式木模,钢模支立由龙门吊配合人工进行。模板加固采用设上、下体外拉模钢筋,侧面为方木作支撑。5.砼浇筑砼采用预制厂设置的JS500型强制式拌合机拌合,声测管机动翻斗车运输龙门吊起吊入模,浇筑时先浇底板砼,捣固密实,整平收光后迅速安装内模,绑扎顶板钢筋,再浇筑腹板及顶板,声测管腹板采用一端自另一端连续浇注,两侧对称,斜向分段,水平分层进行。采用插入式振捣棒振捣,顶板人工收面拉毛。 6.预应力张拉当板梁砼强度达到设计强度后,方可进行后张法预应力筋的张拉。张拉采用两台YCK-2000型千斤顶和2台Y声测管BZ2×2/50型电动油泵,张拉前,对锚具有表面清洗干净,并对千斤顶、油泵、油表进行配套标定。预应力张拉按两端左右对称张拉声测管,采用张拉力和伸长值双控。张拉时,两端千斤顶升降压,标以记号,测延伸量要保持一致,保证施工张拉时平稳均匀,且在张拉过程中,分阶段读出油表压力和延伸量的读数,作好施工记录,其张拉程序为:0→初应力(10%бk)→103%бk(锚固)7.声测管孔道压浆在张拉后尽快进行压浆,水泥选用普硅525#,为保证必要的性能,经监理工程师同意后,可在水泥内掺带减水剂和微膨胀作用的外加剂,水灰比控制在0.35~0.4之间,保证水泥浆强度不低于50Mpa,压浆利用水泥砂浆封锚头,将进浆口球阀和出浆口球阀与锚垫板压浆孔拧紧,从一端将灰浆压入,待另一端流出浓浆后,将出浆口阀门关闭,压力升至0.6~0.7Mpa后持压3分钟,关闭进浆口阀门,卸压。



声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。


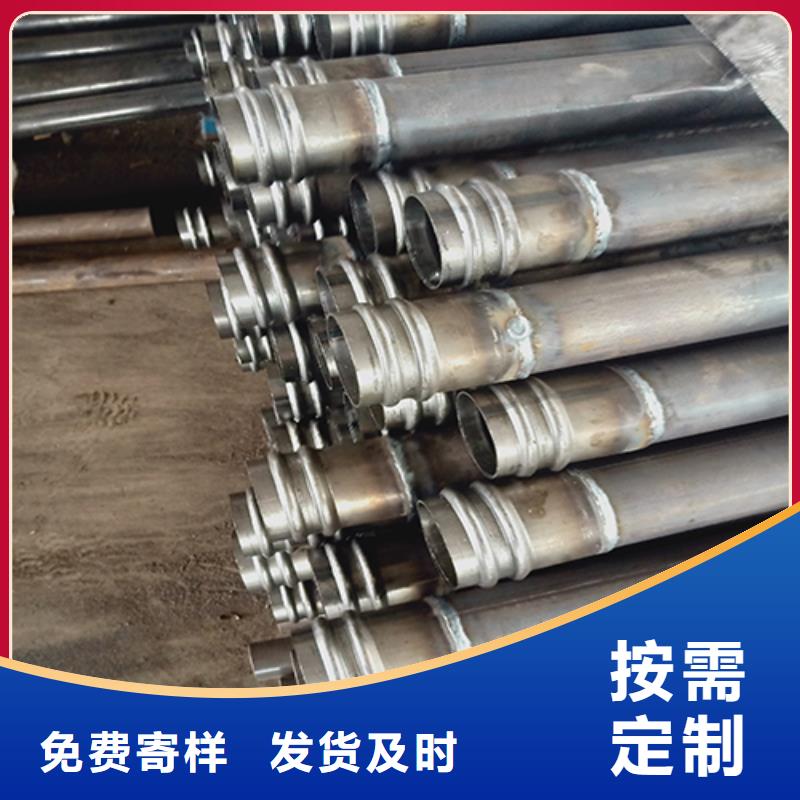
薄壁声测管是无缝钢管还是焊接钢管好一些,很多用户都会问道这个问题,那么二者的优势分别是什么?薄壁声测管普遍采用焊接钢管,由于壁厚比较薄,市面上很难采购到对应的无缝钢管,在加上费用比较高,因此人们习惯采用焊管进行加工,连接方式普遍采用。第二:厚壁声测管可以采用焊管也可以采用无缝钢管进行加工,如果考虑到成本问题用焊管比较省钱,但是从质量方便焊管要比无缝钢管差一些,因此具体采用哪种一定要根据实际情况。厚壁声测管的连接方式普遍采用。抗滑桩声测管常用规格型号主要有50、附近54、附近57三种,如果需要其他型号,都得进行定做加工。50薄壁声测管规格:50*0.9、附近50*1.0、附近50*1.1、本地50*1.2、本地50*1.3、本地50*1.4、本地50*1.5、本地50*1.854薄壁声测管规格:54*1.0、本地54*1.1、本地54*1.2、本地54*1.3、本地54*1.4、本地54*1.5、本地54*1.857薄壁声测管规格:57*1.0、本地57*1.1、本地57*1.2、本地57*1.3、本地57*1.4、本地57*1.5、本地57*1.8声测管50*1.5、本地50*1.8、本地50*2.0、本地50*2.2、本地50*2.5、本地50*2.75、本地50*3.0、本地50*3.5声测管54*1.5、本地54*1.8、本地54*2.0、本地54*2.2、本地54*2.5、本地54*2.75、本地54*3.0、本地54*3.5声测管57*1.5、本地57*1.8、本地57*2.0、本地57*2.2、本地57*2.5、本地57*2.75、本地57*3.0、本地57*3.5



