



我们为您准备了焊管镀锌钢管厂厂家直销直供产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:焊管镀锌钢管厂厂家直销直供的图文介绍
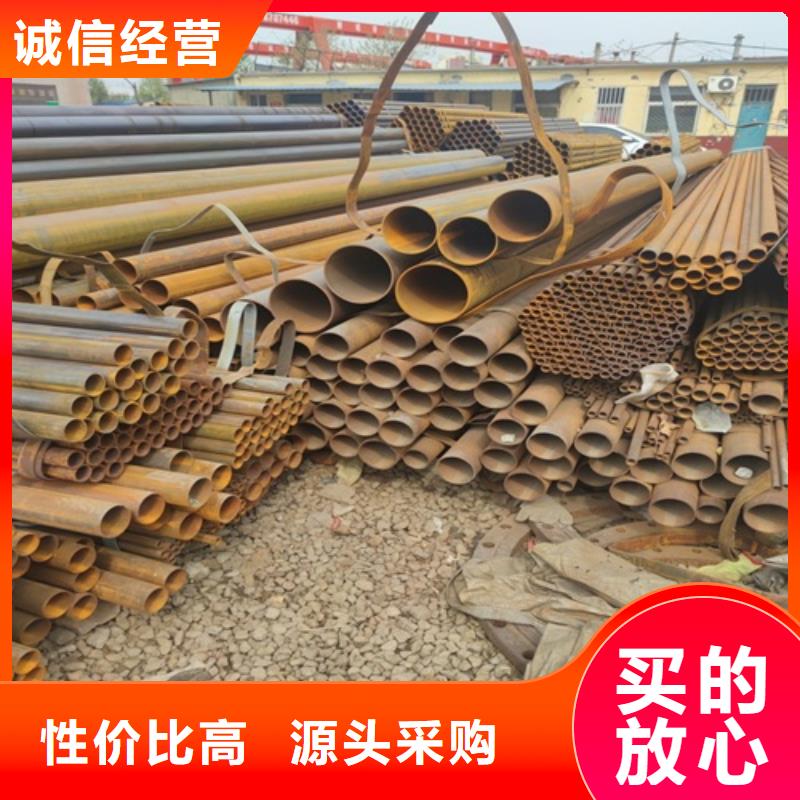
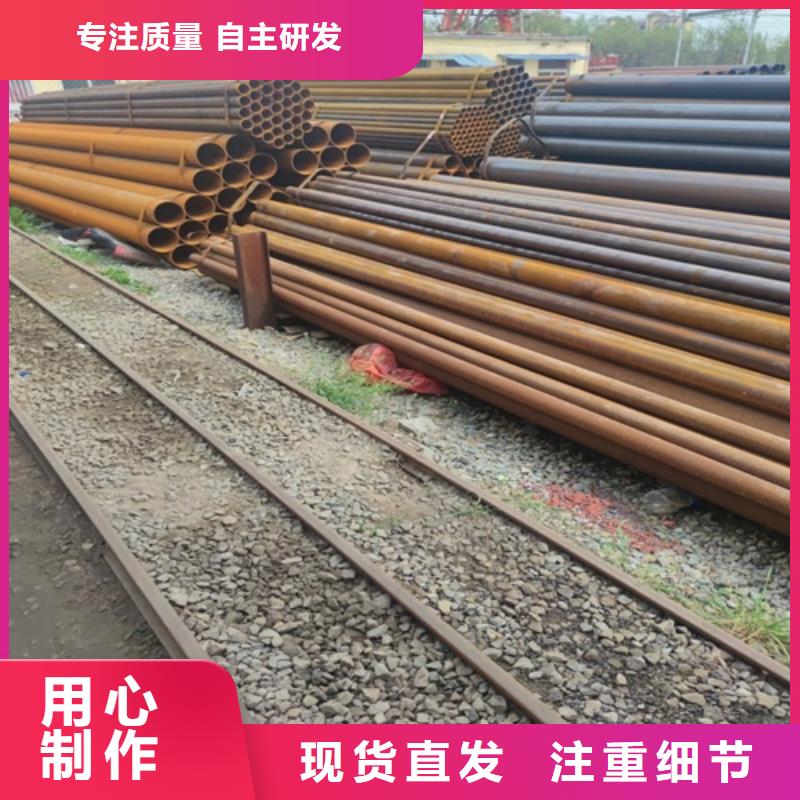
鹏鑫钢铁有限公司(海西分公司)专业从事 无缝钢管等产品开发制造、销售。多年来积累了丰富的行业经验和资源,凭借专业的开发制造能力、高素质的安装队伍,优质的供应链以及的业务运作团队, 多样风格,系列齐全,成为 无缝钢管领域的知名品牌,为 无缝钢管行业的发展壮大贡献了力量,并积j i引领行业的变革及发展。现在,我司正在积j i自身实力,以双赢合作,稳固灵活的方式拓展更广泛更深入的战略伙伴合作关系。


小口径焊管保养的六个步骤 合适的保养方法,对后期小口径焊管的使用将起着事半功倍的效果。进行定期的保养,避免小口径焊管漏水,显得非常的有必要。 1、定期检查各小口径焊管否完善,是否有沉积物、结焦、水锈层等结垢附着,并即时进行清洗。在这同时还必须检查各小口径焊管与橡胶垫圈的粘合是否紧密,橡胶垫圈本身是否完好,以免橡胶垫圈脱胶与损坏而引起的漏泄。 2、板式热交换器压紧螺帽与上下导杆,应经常武动乾坤加润滑油脂进行润滑。 3、各仪表调节应有专人负责,并严格执行操作规程进行操作与维护。 4、当需更换的橡胶垫圈或修补脱胶部分时,需将该小口径焊管取下,放在桌上,将旧垫圈拆下,或在脱胶处将小口径焊管凹槽的胶水遗迹用细砂纸擦尽,再用四氯化碳或三氯乙烯等溶剂把凹槽内的油迹擦尽,再把新橡胶的垫圈的背部用细砂纸擦毛,同样用四氯化碳或三氯乙烯溶剂把油迹擦尽。然后在凹槽和橡胶垫圈背面均薄薄敷上一层胶水,待稍干一下,以不粘手指,但仍发粘为度,即将橡胶垫圈嵌入槽内,四周压平,敷一层滑石粉,随即将小口径焊管装上设备机架轻轻夹紧。根据胶水说明书要求隔大周皇族一段时间即可投产使用。 5、每次将小口径焊管重新压紧时,须注意上一次压紧时的刻度位置,切勿使橡胶垫圈压过度,以致降低垫圈使用寿命。 6、更换小口径焊管橡胶垫圈时,须将该段全部更新,以免各片间隙不均,影响传热效果。






焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!



小口径焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 小口径焊管生产工艺 (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 (9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。 (13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。 (14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
