


厚壁无缝钢管纵向开裂的原因很多,既有材料原因,也有工艺原因。以厚壁无缝钢管为例,如果厚壁无缝钢管塑性差或退火不好,纵向开裂的概率会增加,但其根本原因是冷拔厚壁无缝钢管残余应力大。
根据开裂力学的概念,构件的开裂是内部裂纹形成和扩展的结果。厚壁无缝钢管的纵向裂纹基本为脆性裂纹,其裂纹形式为开口型。
一般情况下,金属裂纹的存在是不可避免的,但在相同的材料条件下,裂纹的产生取决于构件的拉应力。影响构件的拉应力既可以在构件外部加载,也可以存在于构件的残余应力中。
冷拔后,特别是空拔后,残余应力较大,表现为厚壁无缝钢管外表面附近的切向和轴向的拉应力,其值可以达到大值。根据上述抗拉开裂机理,可以得出厚壁无缝钢管外表面附近的切向残余应力对厚壁无缝钢管纵向开裂起着关键作用。


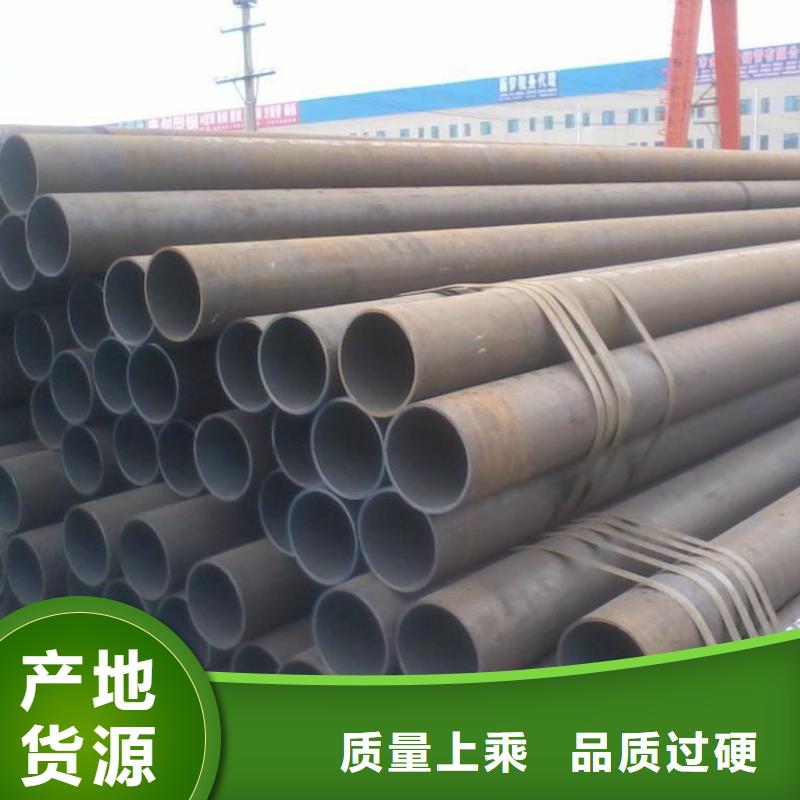
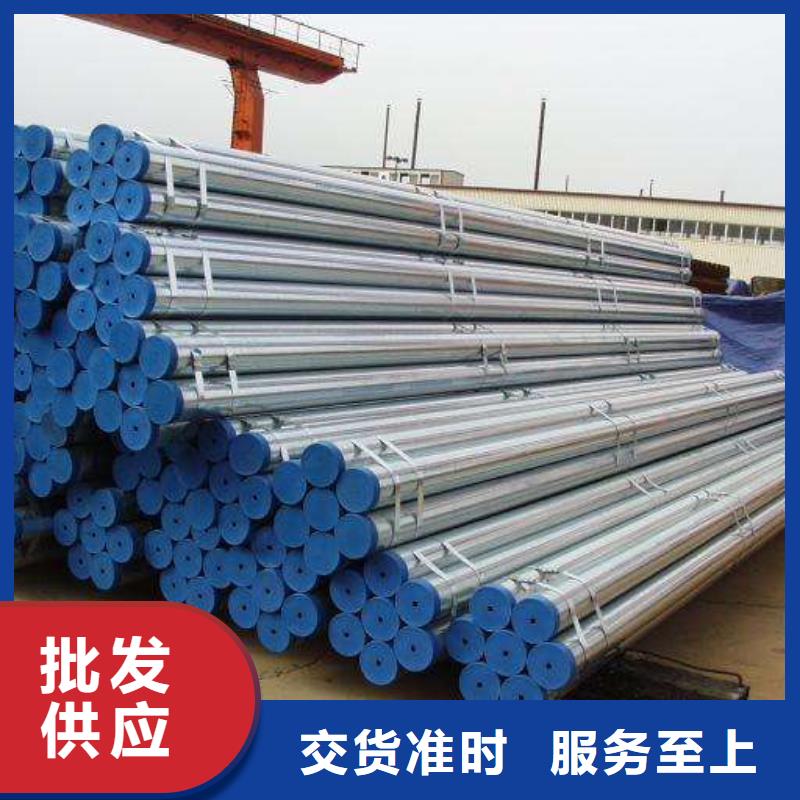
不锈钢无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。 不锈钢无缝管的特点:该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除。
其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。不锈钢管的种类: 接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。
不锈钢管规格及外观质量:按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m.冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm



鑫森通达无缝钢管有限公司(伊犁分公司)成立于2007年,拥有自主研发生产等部门,为不断满足 冲压片市场与客户的需求,公司不断引进专业的研发人才及先进的生产设备。可按客户要求研发生产各系列 冲压片产品。为保证产品品质,公司制定有一系列完整的生产工艺规范,及对所有供应商与物料都有严格的甄选与管控制度。以限度从源头管控品质,确保所有物料及工艺均符合相关的标准要求。公司的目标就在于通过持续提供新产品响应市场需求,坚持以“诚信为本,以质取胜”的经营理念,奉行“客户至上”的经营方针,已得到客户广泛的认同和信任。竭诚为广大新老客户提供优质的 冲压片产品、完善的服务,而保持行业地位。

无缝钢管管口打磨:切割完毕,应使用角磨机对管口塑层进行打磨处理,其目的是避免在法兰焊接时使塑层发生熔化甚至燃烧使管道破坏。使用角磨机将管口塑层进行打磨。无缝钢管涂塑处理:打磨完毕,使用氧气、C2H2在管道外部对管口进行加热,加热到内部塑层部分有熔化现象,然后技术工人将用准备好的塑粉对管口均匀涂抹,应注意一定要涂抹到位。
法兰盘涂塑要涂抹到止水线以上。此过程应严格控制加热温度,如温度过高,在涂塑过程中将会有气泡产生,如温度过低,在涂塑过程中塑粉熔化不完全,以上情况在管道投入使用后都会产生塑层脱落的现象,终管道无缝钢管部分被腐蚀损坏。无缝钢管切割:根据实际所需管线长度,对管道应使用金属锯、无齿锯切割。
在切割过程中使用水焊时一定对原材料要有保护方法,切割时应在断口处两端的位置用防火耐热的材料做挡板接住切割时落下的火花和热铁水豆,保护好原材料的原有塑层。无缝钢管管道连接:补塑完毕,将管道与管件连接安装,在连接过程中法兰之间加橡胶垫,紧固螺栓时紧固到密封状态。
无缝钢管该如何选择场地和库房:保管钢材的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要杂草及一切杂物,保持钢材干净,在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀。

