


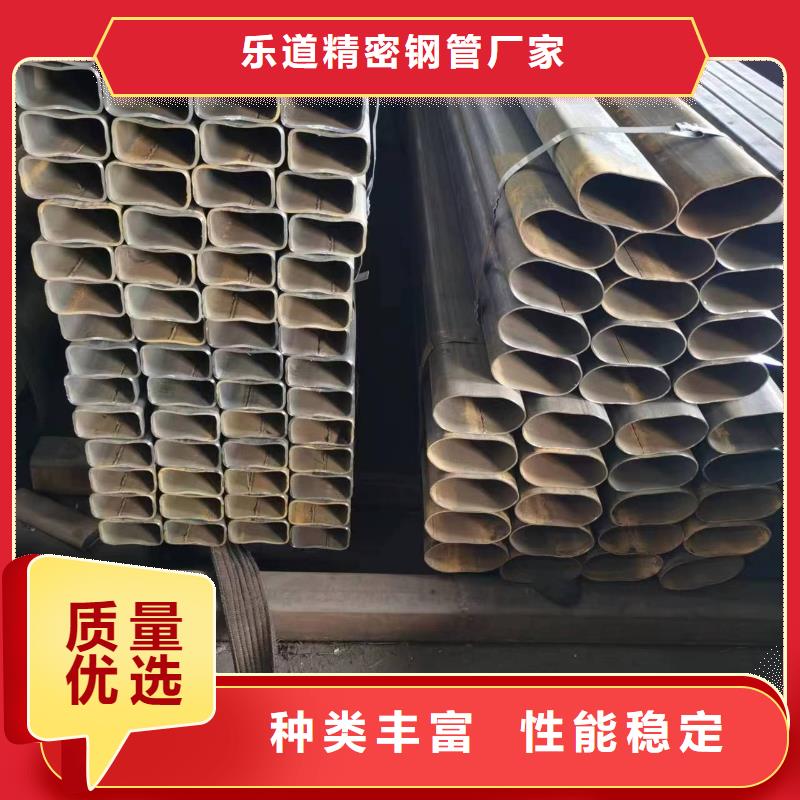
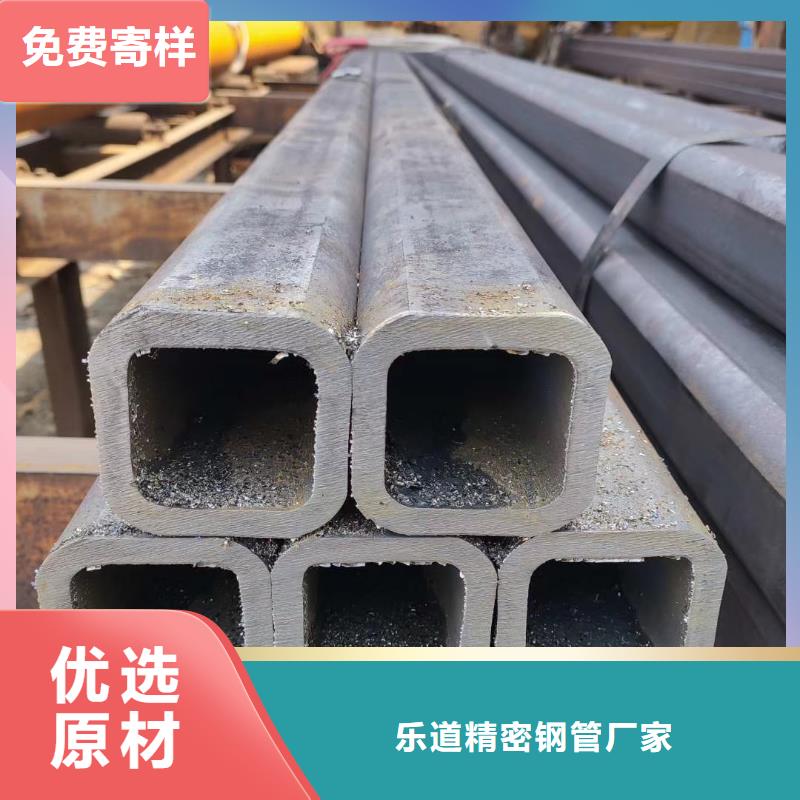


为了让您更地了解我们的无缝方管【凸形钢管】通过检测,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:无缝方管【凸形钢管】通过检测的图文介绍


1. 选择合适的场地和仓库
(1)存放无缝方管的场地或仓库应位于排水、清洁、远离产生有害气体和粉尘的工矿场所。场地上的杂草和杂物,保持钢管清洁;
(2)无缝方管仓库内不得堆放酸、碱、盐、水泥等腐蚀性物质。不同类型的钢管应分开堆放,防止混淆和接触腐蚀;
(3)无缝方管可露天堆放大型钢、钢轨、钢板、大直径钢管、锻件等;
(4)中小型钢筋、线材、钢筋、中径钢管、钢丝、钢丝绳等,可存放于通风良好的材料棚内,但须进行顶部和底部铺设;
(5)无缝方管可存放一些小型钢管、薄钢板、钢带、硅钢片、小口径或薄壁钢管、各种冷轧、冷拔钢管、高价易腐蚀的金属制品;
(6无缝方管)根据地理条件选择仓库。一般采用普通封闭式仓库,即有屋顶、有墙体、门窗严密、有通风装置的仓库;
(7)仓库要求晴天通风,雨天关闭,防止潮气,始终保持适宜的储存环境



乐道精密钢管厂家有限公司(福州分公司)经过十几年的发展一直专注 异形无缝管的研发、制造在供应商和用户中形成了良好信誉。库存充足,发货及时,请放心购买。我们秉承“以质取胜铸造辉煌”的企业方针,时刻以顾客为关注焦点用全新的理念,挚诚与各界同仁合作,创辉煌的业绩。公司自成立以来,一直秉承以质量锻造品质,以售后价值的理念立足于行业,公司始终以优良的品质、良好的信誉及合理的价格深受广大客户的好评。


1、焊接电源
无缝方管可以采用能量更集中的热源来减少相对热输入。例如熔化极焊优于手工电弧焊,热丝TIG焊优于常规熔化极焊,激光、等离子和电子束焊都是利用能量集中热源实现小变形的焊接方法。
2、不锈钢方管焊接顺序
无缝方管采用适当的焊接顺序,如对称焊接,可以减少焊接变形。
无缝方管焊接反变形
无缝方管焊接前,预测焊接后会发生什么样的变形。焊接前允许有一定量的反方向变形,以焊接变形。
无缝方管焊接不锈钢方管时有很强的拘束力。
无缝方管焊接过程中用电焊锤敲击,或薄板预置拉应力可有效控制焊接变形。
无缝方管焊接可采用应力退火后,或减小焊接变形(一般来说,焊接变形不能完全,只能相对)。



无缝方管的不均匀主要表现在螺旋壁不均匀、线形壁厚不均匀、头尾壁厚又厚又薄等现象。
无缝方管壁厚不匀的原因是穿孔机轧制中心线不正确、两辊倾角不匀或塞前减径小等调整原因造成壁厚不匀。它一般沿钢管的整个长度呈螺旋状分布。其主要措施是调整穿孔机的轧制中心线,使两辊倾斜角相等,并根据轧制工作台给出的参数对轧机进行调整。
无缝方管壁厚线性不均匀的原因是芯棒预穿线鞍高度调整不当,芯棒预穿线一侧接触毛细,导致接触面毛细温度急剧下降,造成壁厚不均,拉深凹凸不平等缺陷。连续辊之间的间隙过小或过大。管机中心线偏差。单、双机架减量不均匀,会造成单机架方向的超薄(超厚)和双机架方向的超厚(超薄)线对称偏差。主要措施是调整芯棒预攻丝鞍的高度,保证芯棒与毛细管对中。在改变孔型和轧制规格时,应测量辊缝,使实际辊缝与轧制台一致。用光学定心装置调整轧制中心线,在年度大修时须对管机中心线进行校正。



无缝方管和冷镀锌方管有热镀锌方管和电镀锌方管两种。热镀锌方管有湿法、干法、铅锌法和氧化还原法。不同热镀锌方法的主要区别在于钢管酸洗清洗后,采用一种活化管体表面的方法来提高镀锌质量。目前生产中主要采用干法和氧化还原法。特性如表所示。电镀锌锌层表面光滑致密,结构均匀;具有良好的机械性能和耐腐蚀性;锌的消耗量比热镀锌低60% ~ 75%。电镀锌有一定的技术复杂性,但对于单面漆、内外表面涂覆厚度不同的双面漆、薄壁管镀锌等,热镀锌方管须采用此方法:无论是钢板还是带钢经卷曲焊接而成的方管,在此方管的基础上,放置在热镀锌池中,经过一系列的化学反应而形成。热镀锌方管的生产工艺比较简单,生产效率很高,品种规格多。该方管设备和资金要求少,适合小型镀锌方管厂家生产。但在强度方面,这种钢管的强度远低于无缝方管。
