




我们为您呈现了一部精彩绝伦的【直缝管无缝钢管多种款式可随心选择】产品视频,让您感受产品的独特之处。
以下是:【直缝管无缝钢管多种款式可随心选择】的图文介绍

大直缝焊管机组的生产原料主要是中厚板轧机生产的宽钢板(除小于600mm的钢管可用热连轧机生产的钢板外),要求供应优质钢板。油气输送管线用钢管在强度、韧性、焊接性能、耐H2S腐蚀等方面需要有较高的性能,一般采用低碳合金控轧钢板因此,要求中厚板厂具有先进的冶炼设备(尤其是精炼设备)和具有完善控轧性能的宽板轧机,生产出X60~X75或更高钢级的热轧宽钢板,供给大直缝焊管机组作原料,这样才能生产出符台API标准的管线钢管,满足管道工业建设和发展的需要。
CFE(排辊成型)工艺排辊成型有全排辊成型和半排辊成型之分。所谓半排辊成型就是只将一般辊式成型机中传动辊机架(即平辊机架)之间的空转辊用成排小辊代替以改善成型条件。小辊可以调整位置,适用一定范围的钢管尺寸,不必更换。而全排辊成型则是除了留下一一般辊式机中 架传动辊机架外,其他机架全部代以小排辊、小辊,特别是外面的小辊,可适用于所有的钢管,不必更换,所以这种方法对提高生产率有利。


钢兴钢管
有限公司(云浮分公司)坚持“诚信为本,信誉至上,服务用户,回报社会”是我们的服务理念。我公司一贯坚持“质量至上,用户至上,满意服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,满意的服务。“学习,超越”是本公司的企业精神,我们将更加谨诚的致力于 L290N无缝钢管事业,以百倍真诚的合作与广大海内外客户共荣发展,同创辉煌!



直缝埋弧焊管
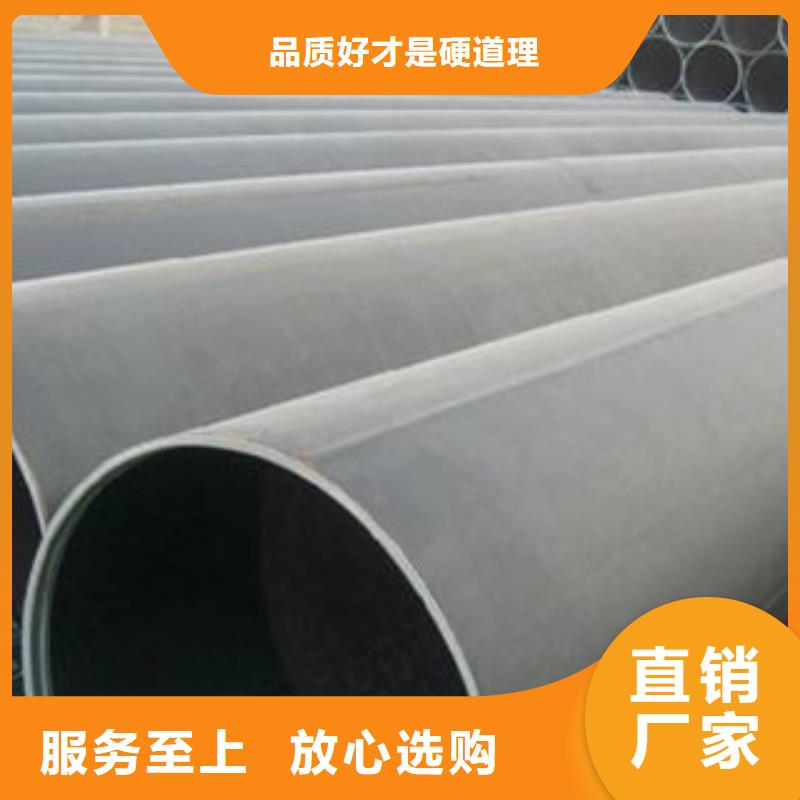
直缝埋弧焊管(LSAW)在我国应用于油气输送工程比较晚,但起步迅速,发展步子大,成绩显著。因为它有下列优点:①直缝管成型工艺比较容易,有预焊及精焊,焊接质量比较容易保证;②大口径厚壁直缝钢管有全管扩径工艺,比较容易应力,残余应力较小;③几何精度和力学性能较好,质量稳定,可靠性高;④直缝焊管应用广泛,可以应用于油气管线,可以用于陆上二、三、四类地区、穿越段及海底管线;⑤可以达到高钢级≥X120,大壁厚≥40mm。它的局限性有:①直径一般在≤1422mm,受到板宽的限制;②UOE成型方式投资昂贵,JCOE成型方式适用于中型企业。③直径≤406mm时,制作上不够经济。
直缝埋弧焊管(LSAW)在我国应用于油气输送工程比较晚,但起步迅速,发展步子大,成绩显著。因为它有下列优点:①直缝管成型工艺比较容易,有预焊及精焊,焊接质量比较容易保证;②大口径厚壁直缝钢管有全管扩径工艺,比较容易应力,残余应力较小;③几何精度和力学性能较好,质量稳定,可靠性高;④直缝焊管应用广泛,可以应用于油气管线,可以用于陆上二、三、四类地区、穿越段及海底管线;⑤可以达到高钢级≥X120,大壁厚≥40mm。它的局限性有:①直径一般在≤1422mm,受到板宽的限制;②UOE成型方式投资昂贵,JCOE成型方式适用于中型企业。③直径≤406mm时,制作上不够经济。


高频焊直缝焊管
高频直缝焊管(ERW)在我国起步较早,但应用于石油、天然气输送是在上个世纪80年代后期才开始。它的优点是:①使用热轧带钢作原料,尺寸、精度高,内外壁光滑,Q345B直缝焊管适用于中小直径的支线和城市天然气管线,管径D168~660mm,壁厚8~25mm范围,钢级在X56~X80之间;②适用于连续生产,焊速较高,Vmax≥20m/nain;③用途广泛,还可用于制造石油油井管,也适用于海底输送管线,甚至高寒地带输送管线。局限性在于:①不能作主干线的天然气管线;②管径≤219时,容易受到塑料管的竞争;③制作工艺上,焊接时不用焊条,焊缝的力学性能可以达到但不容易超过母材。
高频直缝焊管(ERW)在我国起步较早,但应用于石油、天然气输送是在上个世纪80年代后期才开始。它的优点是:①使用热轧带钢作原料,尺寸、精度高,内外壁光滑,Q345B直缝焊管适用于中小直径的支线和城市天然气管线,管径D168~660mm,壁厚8~25mm范围,钢级在X56~X80之间;②适用于连续生产,焊速较高,Vmax≥20m/nain;③用途广泛,还可用于制造石油油井管,也适用于海底输送管线,甚至高寒地带输送管线。局限性在于:①不能作主干线的天然气管线;②管径≤219时,容易受到塑料管的竞争;③制作工艺上,焊接时不用焊条,焊缝的力学性能可以达到但不容易超过母材。



