
3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢
制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2.3.5焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧
焊时,焊丝采用同E309相同成分的A302焊丝。
3.6焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。





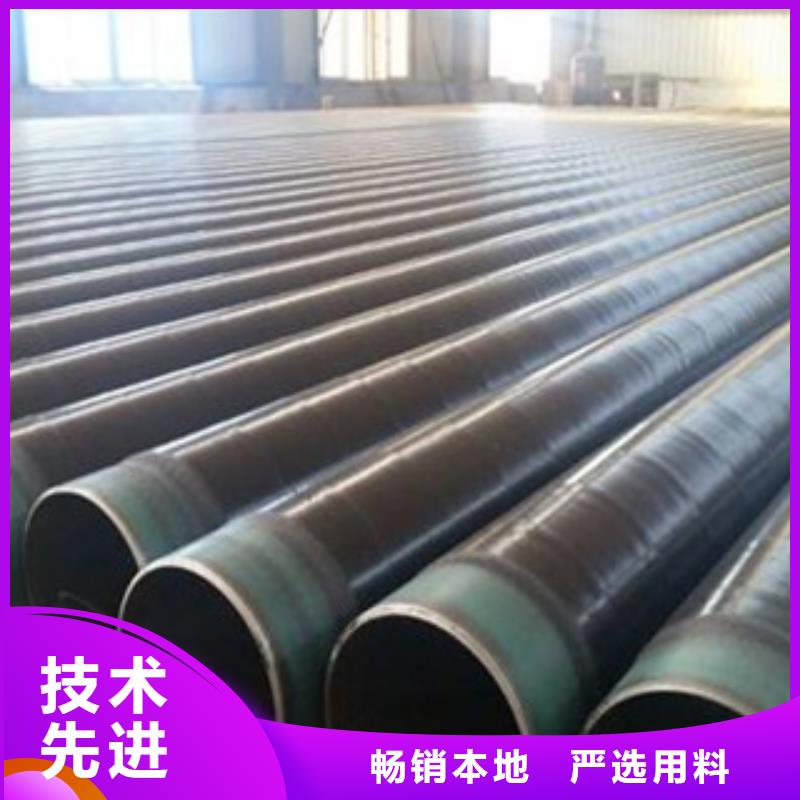
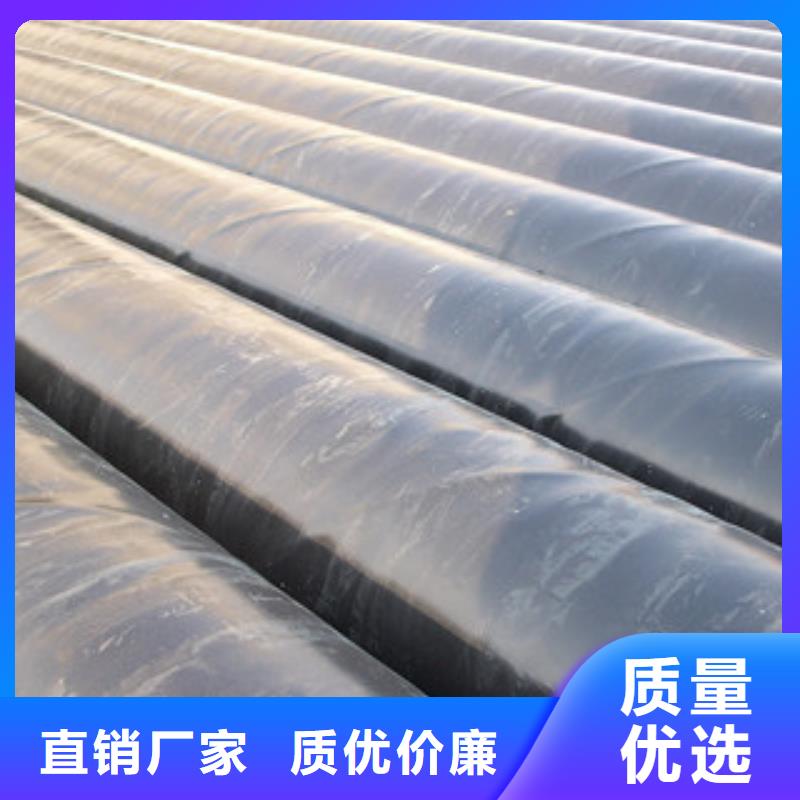
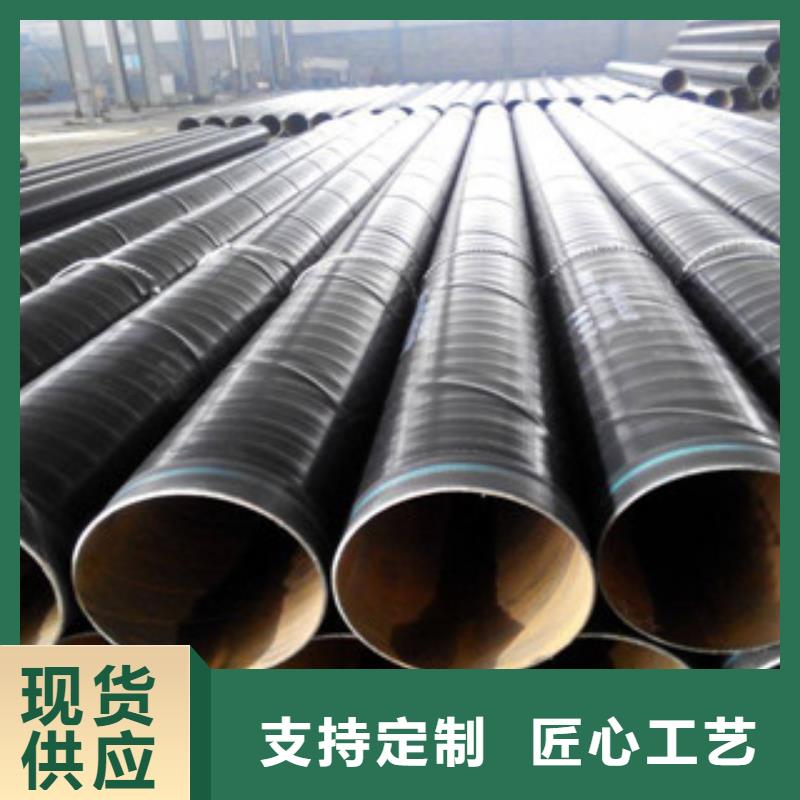
承压流体输送用螺旋缝高频焊钢管SY5038-2000,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;
一般低压流体输送,用螺旋缝埋弧焊钢管SY5037-2000,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋钢管的常用标准一般分为:SY/T5037-2008(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2008(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-2008(桩用螺旋焊缝钢管)。
SY/T5037-2008是石油部设标准一般都称做部标。



兴昊管道有限公司(嘉峪关分公司)成立多年,集【内外涂塑复合钢管】研发、生产、销售和服务于一体的实业型企业,公司主要研制【内外涂塑复合钢管】并可根据客户图纸或要求研制各种非标【内外涂塑复合钢管】。 以人为本、科学管理、技术优先、品质保障、诚信务实,取得国内外客户的信赖与支持。 我们的目标是,让我们的【内外涂塑复合钢管】产品和服务誉满全球!


电缆桥架、母线槽、电线电缆、高低压电器成套设备、栏杆护栏、穿线管、通风管、通管、不锈钢给水管及管件、塑料制品的生产加工与销售;
五金电料、灯具、电子产品、金属材料、建筑材料、办公用品、化工原料(易燃易爆易制毒等危险品、监控化学品等许可项目除外)、家用电器、机
械设备、水处理设备、管道设备、消防设备、钢管、钢材的销售;环保工程、市政工程、排水工程、道路工程、园林绿化工程的设计、施工;计算机
软硬件的开发、推广、销售;标识标牌的设计、制作、安装;房地产开发;商业运营管理;物业管理;商务息咨询(金融、证券、期货、基金投资
咨询等专控除外);货物及技术的进出口业务。(限制或禁止进出口的商品和技术除外)。(依法须经批准的项目,经相关部门批准后方可开展经营
活动)



