您的位置>首页 >铁岭当地频道中心 >
螺旋管合金钢管长期供应
更新时间: 2025-05-05 10:33:38 ip归属地:铁岭,天气:阴,温度:14 浏览次数:50
以下是:螺旋管合金钢管长期供应的产品参数
| 产品参数 |
|---|
| 产品价格 | 284 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 多种 |
|---|
| 型号 | 齐全 |
|---|
以下是:螺旋管合金钢管长期供应的图文视频
导读 螺旋管合金钢管长期供应,九晨钢铁制造有限公司(铁岭分公司)专业从事螺旋管合金钢管长期供应,联系人:颜世林,电话:13963556003、15552151098,QQ:1499276480,发货地:大渡口区建桥大道,以下是螺旋管合金钢管长期供应的详细页面。 辽宁省,铁岭市 铁岭市,古称银州,辽宁省辖地级市,地处辽宁省北部,松辽平原中部,地势大体是东高中低、北高南低,属温带大陆性季风气候,南与沈阳市和抚顺市毗邻,北与四平市相连,东与清原满族自治县、辽源市接壤,西与法库县、康平县及通辽市为邻,总面积1.3万平方千米。截至2022年10月,全市辖2个市辖区、3个县,代管2个县级市。截至2022年末,铁岭市户籍人口280.5万人。
对于螺旋管合金钢管长期供应产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:螺旋管合金钢管长期供应的图文介绍
钢管要进行水压、弯曲、压扁等实验。对表面质量有一定要求。通常交货长度为12米,常要求定尺交货。螺旋钢管的规格用公称口径表示(毫米),公称口径与实际不同,按规定壁厚有普通钢管和加厚钢管两种。公司除有的生产设备外,还建成了的理化检测实验室,通过拉伸、弯曲、低温冲击、金相、硬度以及相应的化学分析等检测手段,对原料、辅料和成品钢管进行检验和试验,同时在生产线配有X射线工业电视探伤实时成像系统、便携式X射线拍片机、在线数字超声波探伤机、离线手动数字超声波探伤仪、静水压试验机及自动水压记录仪、磁粉探伤机、超声波壁厚测量仪,公司按照API、GB9711.1-SY/T5037-2000或高于上述标准的企业内控标准组织生产,保证了产品的标准符合性。确保钢管质量达到国内、外先进水平。河北螺旋焊管厂家在哪里钢护筒打桩用螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。



大口径螺旋钢管焊缝表面要求大口径螺旋钢管焊缝外形应均匀规整,过渡平缓,焊缝表面不得有断弧、烧穿、裂纹、结疤、折叠、弧坑等缺陷。错边产生原因编辑大口径螺旋钢管错边产生的原因:大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其措施是很有必要的。1、钢带的镰刀弯是造成钢管错边的主要因素。在螺旋焊管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。2、由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。3、钢带头尾对接焊接焊缝余高较大时



九晨钢铁制造有限公司(铁岭分公司)以服务广大 16mn无缝钢管厂家客户为宗旨,面对日渐残酷的竞争市场与逐步完善的 16mn无缝钢管厂家市场机制,对我公司内部各方面进行了调整,优化了公司各部门之间的协同作战及协调能力。采取灵活多变的措施,努力做到适应市场的变化节奏,减少中间环节,提高劳动效率,给客户以真诚、的回报,以答谢新老客户的厚爱。


sunyujing管道是用管子、管子联接件和阀门等联接成的用于输送气体、液体或带固体颗粒的流体的装置,在石油化工及天然气等产业中具有不可替代的作用。埋地管道的腐蚀是引发管道失效的主要的因素之一,它不但会引起管道的泄露、裂缝、穿孔等问题而致使管道无常工作,更会因此埋下重大经济损失和能源浪费的隐患。
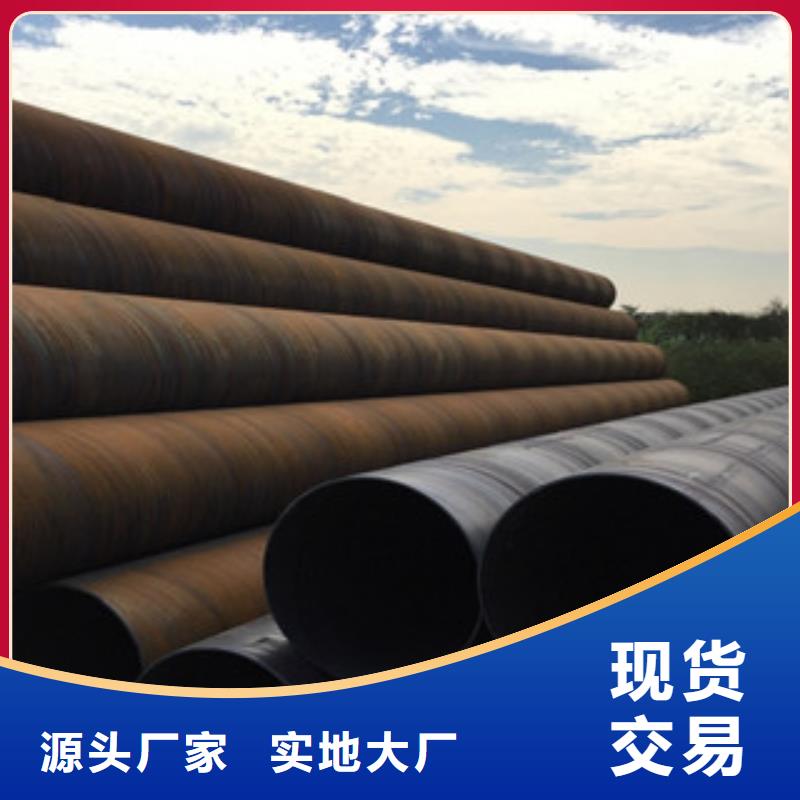
塑性好,便于焊接和加工成型,一般低压流体输送用螺旋缝埋弧焊钢管(S),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。承压流体输送用螺旋缝埋弧焊钢管主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。螺旋管与相同长度的直缝管相比。生产效率高,老本低,生长较快。螺旋管的强度个体比直缝管高,能用较窄的坯料生产管径较大的焊管,还可以或许用同样宽度的坯料生产管径分歧的焊管。是以,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。直缝管所受的主应力偏垂直于管材抗攻击能力*的偏向,而螺旋管则错开了管材抗攻击能力*的偏向。螺旋钢管限制母材和焊接材料中易偏析元素和有害杂质的含量,主要限制硫含量,提高锰含量,提高焊条或焊剂的碱度,以降低杂质含量,改善偏析程度,改进焊接结构形式。采用合理的焊接顺序,提高焊缝收缩时的自由度,5冷裂纹产生的原因:被焊材料淬透性较大在冷却过程中受到人的焊接拉力作用时易裂开,焊接时冷却速度很快氢来。



总结 螺旋管合金钢管长期供应_九晨钢铁制造有限公司(铁岭分公司),固定电话:15552151098,移动电话:13963556003,联系人:颜世林,QQ:1499276480,大渡口区建桥大道 发货到 辽宁省铁岭市。